Beim Induktionshärten wird das Werkstück durch induzierte Wirbelströme erwärmt. Die Steuerung der Einhärtetiefe erfolgt über die Frequenz des Wechselstroms!
Die Brennerflammen beim Flammhärten führen im Allgemeinen zu einer großen Wärmeeinflusszone. Dies kann bei kleinen Geometrien zu einer unerwünschten Durchhärtung über den gesamten Querschnitt führen. Um auch solche dünnwandige Werkstücke nur an deren Oberfläche im Bereich von wenigen zehntel Millimetern zu härten kann das sogenannte Induktionshärten angewandt werden.
Das Prinzip des Induktionshärtens beruht auf dem Induktionseffekt, welcher auch bei Induktionskochfeldern oder Transformatoren genutzt wird. Dabei wird in einer Werkzeugelektrode aus Kupfer, die der Form des zu härtenden Werkstückes angepasst ist, ein hochfrequenter Wechselstrom erzeugt („Primärspule“). Dies wiederum führt zu einem sich stetig wechselnden Magnetfeld um die Elektrode, welches in das angrenzende Werkstück eindringt und nach dem Induktionseffekt Wirbelströme erzeugt („Sekundärspule“). Diese sehr großen Wirbelströme von teilweise mehreren Tausend Ampere pro Quadratmillimeter führen zum Erwärmen des Werkstücks.
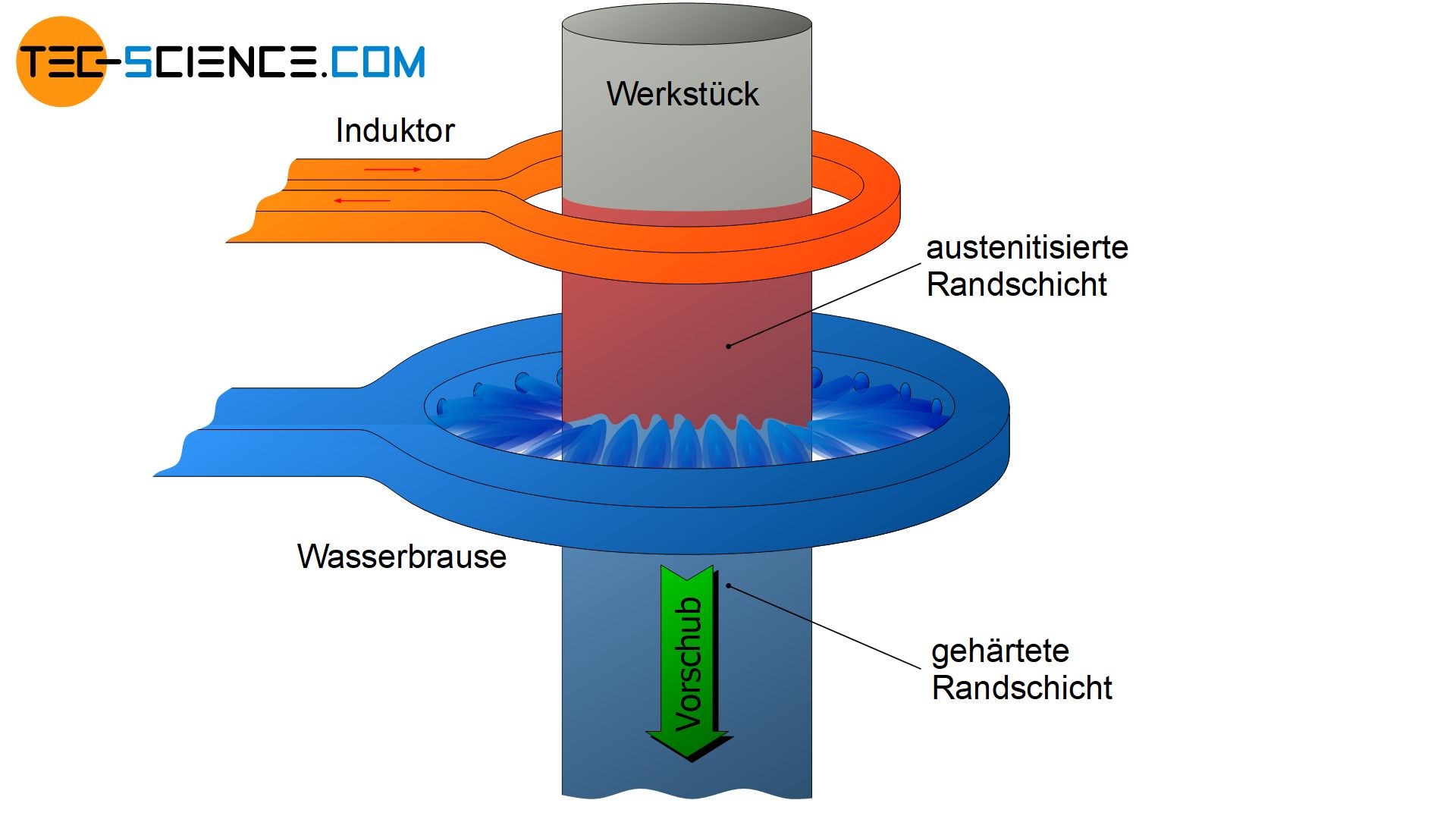
Dass die Wärmeentwicklung dabei vorwiegend an der Oberfläche und weniger im Werkstoffinneren stattfindet ist einem weiteren physikalischen Phänomen zu verdanken, dem sogenannten Skin-Effekt. Während bei Gleichstrom die Stromdichte in einem Leiterquerschnitt konstant ist, so nimmt bei Wechselstrom die Stromdichte mit steigender Frequenz in den äußeren Bereichen zu und im Inneren ab. Die Frequenz der Wirbelströme im Werkstück richtet sich nach der Frequenz des Wechselstromes in der Elektrode (auch Induktor genannt). Hierdurch ergibt sich auch eine relativ einfache Steuerung der Einhärtetiefe. Je höher die Frequenz, desto stärker ist der Skin-Effekt und umso dünnere Härteschichten können erzielt werden.
Die einzustellenden Frequenzen richten sich also nach den zu erzielenden Dicken der Härteschichten. Bei Netzfrequenz von 50 Hz sind Härteschichten im Bereich von 20 mm bis 10 mm erzielbar. Im Mittelfrequenzbereich von 1 kHz bis etwa 10 kHz sind Einhärtetiefen von etwa 5 bis 1 mm erreichbar. Im Hochfrequenzbereich von bis zu mehreren Megahertz können sogar Härteschichten von nur wenigen zehntel Millimetern erzielt werden.
Beim Induktionshärten wird das Werkstück durch induzierte Wirbelströme erwärmt. Die Steuerung der Einhärtetiefe erfolgt über die Frequenz des Wechselstroms!
Das Abschrecken der austenitisierten Oberfläche erfolgt beim Induktionshärten in der Regel durch nachgeschaltete Wasserbrausen, die mitsamt dem Induktor gleichmäßig über das Werkstück gezogen werden. In Fällen wo nur sehr geringe Einhärtetiefen erzielt werden, kann die Abschreckung auch ohne Wasserbrause über den relativ kühlen Werkstoffkern erfolgen (Selbstabschreckung). Dadurch dass beim Induktionshärten eine sehr große Härte in der Oberfläche erzielt werden kann, kann es zu großen Eigenspannungen kommen. Dies kann ein nachträgliches Anlassen bei geringen Temperaturen erforderlich machen.
Die Heizzeiten sind beim Induktionshärten im Allgemeinen wesentlich geringer als beim Flammhärten, da eine ca. 10-fach größere spezifische Heizleistung von mehreren Kilowatt pro Quadratzentimeter erzielt werden kann. Dies hat den Vorteil, dass die Zunderbildung relativ gering ausfällt und der Nachbearbeitungsaufwand dementsprechend reduziert wird. Auch die Gefahr eines Härteverzugs wird hierdurch deutlich verringert.
Darüber hinaus entstehen beim Induktionshärten keine (giftigen) Abgase wie beim Flammhärten. Zu den weiteren Vorteilen des Induktionshärtens zählt die gleichmäßigere Erwärmung der Oberfläche, sofern der Induktor optimal auf das Werkstück angepasst ist. Dies erfordert einen entsprechend hohen konstruktiven Werkzeugaufwand im Vorfeld, sodass das Induktionshärten vor allem in automatisierten Fertigungsstraßen bei hohen Losgrößen wirtschaftlich ist. Aufgrund der hohen Stromkosten steigt die Wirtschaftlichkeit, wenn nur geringe Oberflächengrößen an einem Werkstück gehärtet werden müssen.
Das Induktionshärten lässt sich gut automatisieren und eignet sich für komplexe Geometrien vor allem in der Massenfertigung! Die Zunderbildung und der Härteverzug sind geringer als beim Flammhärten!
")
")
")
")
")