Ziel des Rekristallisationsglühens ist das Wiederherstellen eines verformten Gefüges zur Verbesserung der Verformbarkeit!
Das Gefüge von gewalzten, gebogenen oder tiefgezogenen Werkstücken wird durch die hohen Umformkräfte stark verformt. Hierdurch ändern sich auch die Werkstoffeigenschaften. Bei gewalzten Blechen kann dies zu einer starken Anisotropie durch die langgestreckten Kristalle führen, die auch als Walztextur bezeichnet wird. Zudem kommt es im Bereich der Umformstelle zur Kaltverfestigung, was die Festigkeit ansteigen lässt und die Verformbarkeit entsprechend herabsetzt. Soll das Bauteil in diesem Zustand weiter umgeformt werden, so steigt die Gefahr der Rissbildung. Mehrstufige Umformprozesse sind ohne Weiteres somit nicht möglich. Viele Bauteile bzw. Halbzeuge müssen allerdings im Laufe ihrer Produktion mehrfach umgeformt werden, um ihren Endzustand zu erreichen. So kann bspw. ein Stahlblock von mehreren Zentimetern Dicke nicht in einem Zuge bis auf wenige Millimeter gewalzt werden.
Ziel muss es deshalb sein, die verformten Kristalle eines umgeformten Gefüges vor jedem mehrstufigen Umformprozess wieder in ihre ursprüngliche Form zu bringen. Dies kann mithilfe des sogenannten Rekristallisationsglühens erreicht werden.
Ziel des Rekristallisationsglühens ist das Wiederherstellen eines verformten Gefüges zur Verbesserung der Verformbarkeit!
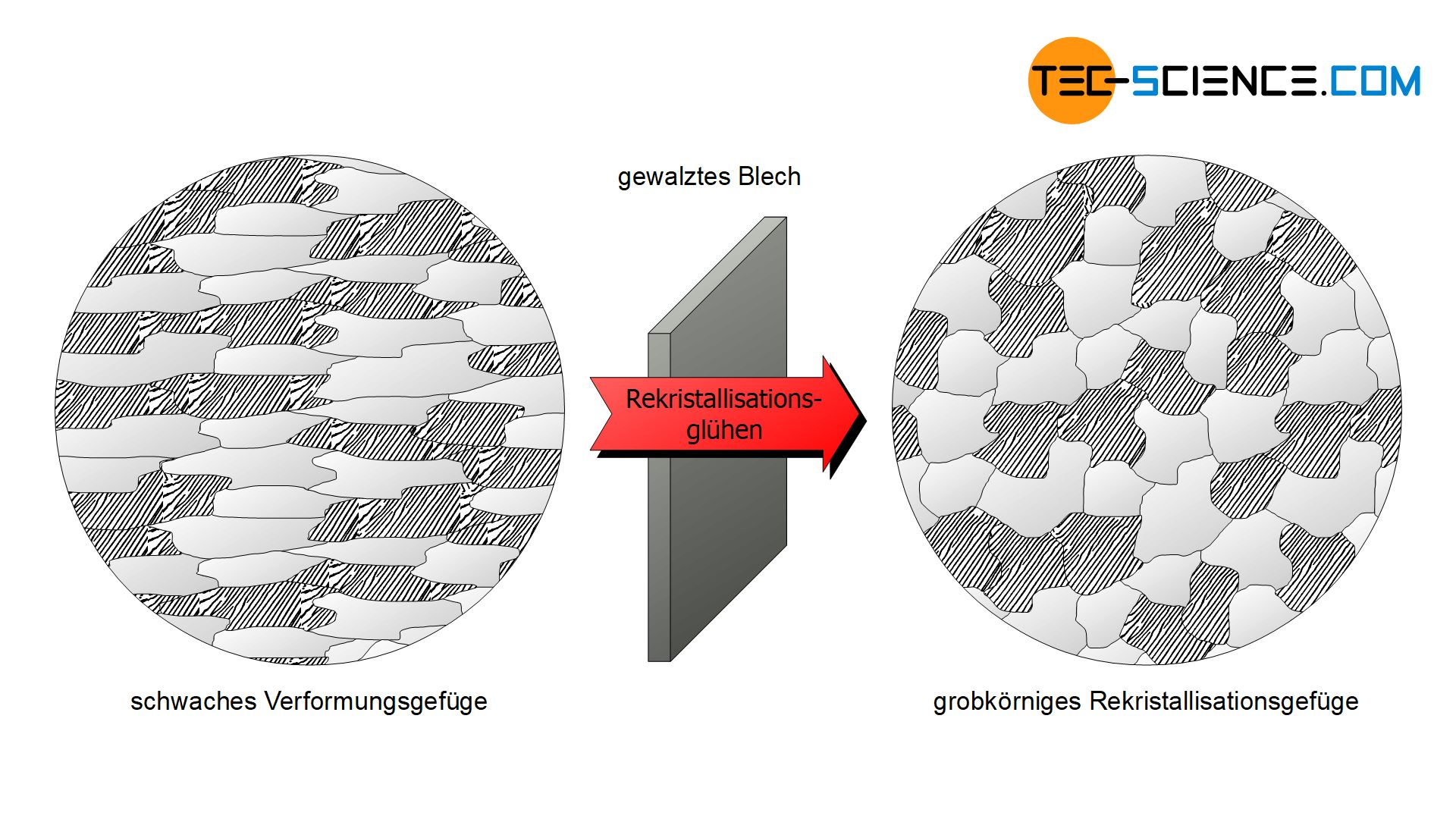
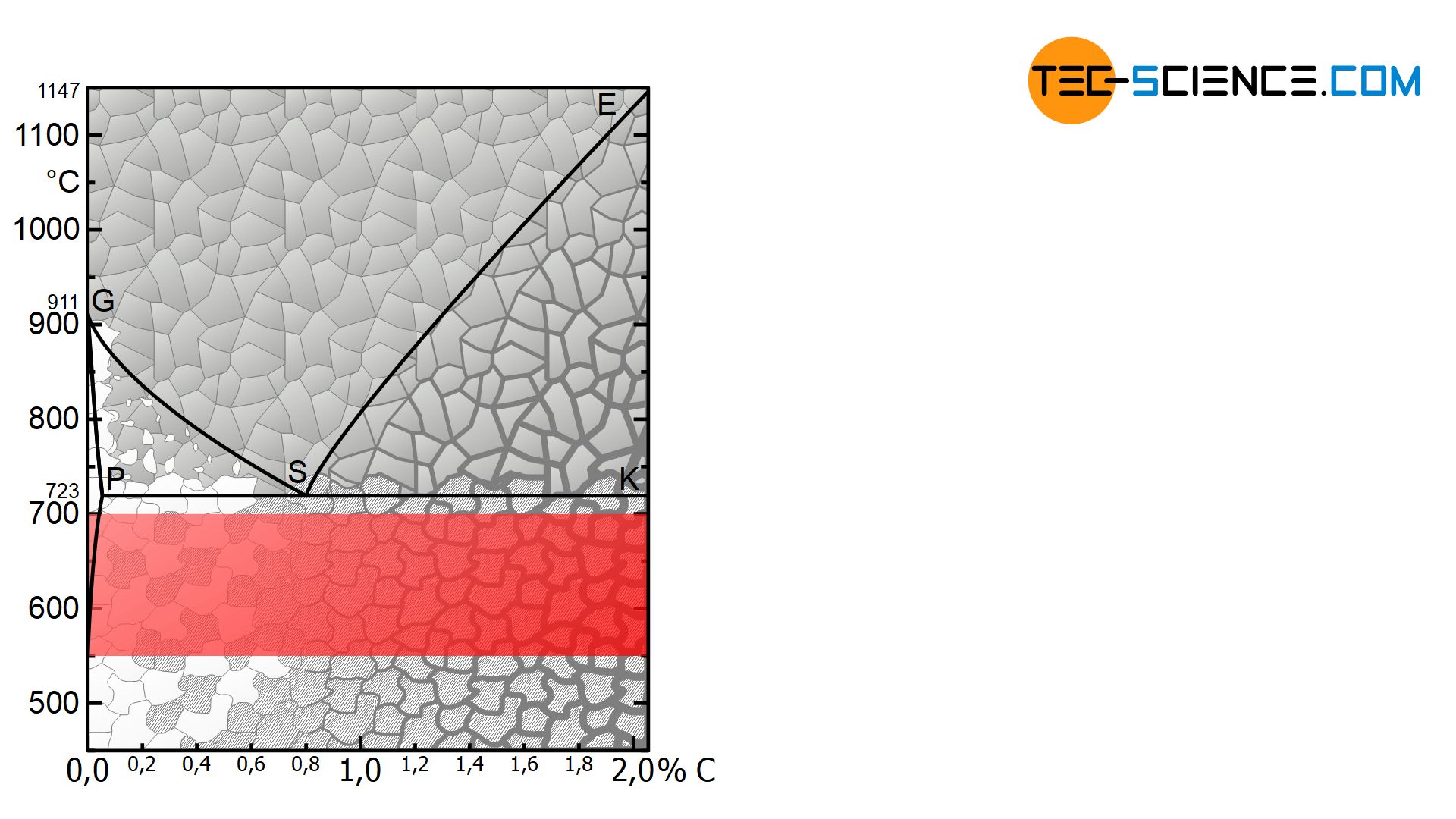
Beim Rekristallisationsglühen wird der Stahl unterhalb der PSK-Linie im Bereich zwischen 550 °C bis 700 °C geglüht. Es findet somit keine Gitterumwandlung statt, wie dies beim Normalglühen oder teilweise auch beim Weichglühen der Fall ist, obwohl auch bei diesen beiden genannten Verfahren ebenfalls ein Rekristallisationseffekt einsetzt. Beim Rekristallisationsglühen können die Korngrenzen durch Diffusionsprozesse wandern und die Körner sich somit neu bilden. Die verformten Körner nehmen ihre ursprüngliche Gestalt wieder an und der Werkstoff erhält seine Verformbarkeit zurück.
Die Größe der rekristallisierten Körner hängt neben der Glühdauer und -temperatur in besonderem Maße davon ab, wie stark die einzelnen Körner verformt waren. Ein hoher Umformgrad mit sehr feinen langgestreckten Kristallen lässt das Gefüge eher feinkörnig rekristallisieren. Ein geringerer Umformgrad führt entsprechend zu einem grobkörnigeren Rekristallisationsgefüge. Gerade für ein gering verformtes Gefüge besteht hierdurch allerdings auch die Gefahr der Grobkornbildung. Diese Gefahr kann sich vor allem für kohlenstoffarme Stähle mit Kohlenstoffkonzentrationen unter 0,2% ergeben, sodass sich unter Umständen das Normalglühen besser für eine Kristallneubildung eignet.
Für umwandlungsfreie Stähle, bei denen durch Legierungszusätze die \(\gamma\)-\(\alpha\)-Umwandlung vollständig unterdrückt wird, bietet das Rekristallisationsglühen die einzige Möglichkeit der Feinkornbildung.
Um bei mehrstufigen Umformprozessen die Verformbarkeit des Werkstoffes stets zu erhalten, muss das Gefüge zwischen jedem Umformschritt rekristallisiert werden. Diese Verfahrensform wird dann auch als Zwischenglühen bezeichnet.
Der Effekt der Rekristallisation kann auch bereits während dem Umformprozess selbst genutzt werden, indem im Bereich der Rekristallisationstemperatur umgeformt wird. Man spricht dann vom sogenannten Warmumformen. Wird der Werkstoff hingegen unterhalb der Rekristallisationstemperatur umgeformt (z.B. bei Raumtemperatur) spricht man vom Kaltumformen. Das Warmumformen stellt wesentlich höhere Ansprüche an die beteiligten Maschinen, sodass die Wirtschaftlichkeit stets zu prüfen ist.
Bei der Warmumformung wird das Werkstück oberhalb der Rekristallisationstemperatur umgeformt, bei der Kaltumformung hingegen unterhalb der Rekristallisationstemperatur!
")
")
")
")
")